Основные производители электротехнических кабельных лотков. Список размеров лестничных лотков
Как правило, кабельные лотки производятся из холоднокатаной или оцинкованной стали. Стоимость оцинкованных моделей несколько выше, однако они обеспечивают хорошую коррозионную защиту и часто применяются на открытом воздухе. В качестве дополнительной меры против коррозии используется специальная порошковая окраска RAL.
Конструкция лотков для кабеля
Лотки-короба.
Лотки для кабельных трасс данного вида состоят из основания и крышки. Основание жестко закрепляется на несущей поверхности и закрывается крышкой после укладки провода. Такая конструкция упрощает и удешевляет монтаж, обеспечивает удобное изменение конфигурации и надежно защищает линию.
Лотки для кабеля данного типа производятся с перфорацией или без. Перфорированные модели обеспечивают лучшую вентиляцию и упрощают крепление провода, а неперфорированные еще больше повышают пожаробезопасность и надежность конструкции.
Лестничные кабельные лотки.
Представляют собой открытый кабель-канал, используемый для монтажа большого количества коммуникаций. Конструкция напоминает лестницу: к двум несущим профилям присоединены параллельные перемычки, на которые и укладывается проводка.
Лотки для кабеля от компании «ЭнергоСистема»: гарантия качества, выгодная цена
В нашем каталоге представлен широкий ассортимент электротехнических изделий от ведущих производителей:
- «Остек»,
- «Вергокан» и других.
Мы гарантируем высокое качество кабельных лотков, осуществляем поставки по Москве и всей России, предоставляем персональные скидки. Работаем с минимальной наценкой, которая зависит от объемов заказа.
Чтобы купить кабельные лотки по выгодной цене, обращайтесь к специалистам компании. Мы вышлем подробный прайс и проконсультируем вас по вариантам сотрудничества.
ООО «ПРО развитие» реализует металлические оцинкованные кабельные лотки различного назначения и типоразмеров производства ведущих отечественных компаний. Данные изделия широко применяются при монтаже слаботочной проводки и многоуровневых линий электропередач в зданиях и сооружениях различного назначения.
Современные технологии производства кабельных лотков
Лотки для прокладки кабелей изготавливаются из нержавеющей или низкоуглеродистой стали с последующей оцинковкой. Это обеспечивает им высокую антикоррозийную устойчивость.
В производстве кабельных лотков применяют холодно- и горячекатаные листы из стали, которые предварительно разрезаются на полосы-заготовки - штрипс.
Наиболее распространенными технологиями производства этих изделий являются следующие:
- с помощью штампов (прессов);
- на профилегибочных линиях.
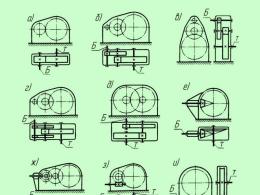
В первом случае процесс производства представляет собой продавливание штрипса пресс-формой (пуансоном). В результате этого заготовке по всей ее длине в поперечном сечении придается требуемая форма. Для получения перфорированных изделий используются сменные штампы и пресс-формы с различными типами поверхности.
Производство кабельных лотков на профилегибочных автоматических линиях представляет собой процесс, во многом аналогичный функционированию автоматизированного прокатного стана. Эта машина состоит из линии роликов, на которых осуществляется вальцовка штрипса и придание заготовкам необходимого сечения.
В конце такой линии установлены гильотинные или просечные ножницы, которые выполняют резку профиля по заданным параметрам лотков. Регулируемая настройка положения прокатных роликов позволяет обеспечить быстрый переход производства от одного к другому типоразмеру лотков.
На некоторых предприятиях используется комбинированная технология производства кабельных лотков, сочетающая штамповку и прокат заготовок на профилегибочной линии.
Завершающим этапом производства является оцинковка изделий методом их погружения в специальные ванны с расплавленным цинком.
Металлические короба и лотки, предназначенные для укладки силовых, информационных и сигнальных кабелей и проводов, могут изготавливаться из низкоуглеродистой («черной»), оцинкованной или нержавеющей стали. Наиболее распространенным материалом для производства металлических кабельных лотков и коробов является все же оцинкованная сталь, поскольку она обладает более высокими эксплуатационными характеристиками и устойчивостью к коррозии, чем «черная» и имеет гораздо меньшую цену, чем нержавеющая.
В производстве в качестве заготовок используются тонколистовые горяче- и холоднокатаные стальные листы, разрезанные на полосы - штрипс. На сегодняшний день существует две принципиально отличных друг от друга технологии изготовления кабельных лотков и коробов - на прессах (штампах) и на профилегибочных линиях.
Штампы
На прессах кабельные «глухие» и перфорированные лотки и короба изготавливаются методом штампования. Заготовка (плоская стальная полоса) мерной длины помещается в нижнюю часть пресс-формы - матрицу и придавливается верхней частью пресс-формы - пуансоном, в результате чего заготовка приобретает определенную форму в поперечном сечении по всей длине. В производстве «глухих» металлических коробов и лотков поверхности матрицы и пуансона ровные и плоские, для изготовления перфорированных лотков штамповый инструмент имеет дополнительные поверхности для прошивки отверстий.
Матрица и пуансон - сменные, то есть, на одном и том же прессе могут производиться короба и лотки кабельные различной формы и типоразмеров.
Также на прессах изготавливаются комплектующие для кабеленесущих систем, с помощью которых прямолинейные лотки и короба соединяются в единую сеть: углы, переходники, ответвители и пр. Данный технологический метод выгоден для серийного и массового производства однотипных элементов кабеленесущих систем, но требует определенных затрат ручного труда (заготовка в рабочую область помещается вручную оператором, включение и выключение штампа также производится вручную).
Профилегибочные автоматизированные линии
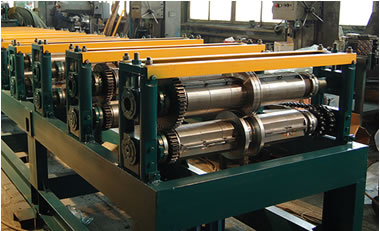
 Профилегибочная линия по производству кабельных лотков и коробов представляет собой аналог автоматизированного прокатного стана. Рабочий орган представляет собой линию роликов, которые вальцуют заготовку в заданное сечение. В качестве заготовок могут быть использованы мерные полосы, либо же лента, намотанная на накопительную бобину. В конце профилегибочного рольганга устанавливаются просечные или гильотинные ножницы, предназначенные для порезки профиля в заданный по длине размер. Профилегибочная линия имеет возможность перенастройки на различные размеры профиля катаемых кабельных лотков и коробов. Настройка осуществляется путем регулировки положения прокатных роликов или их замены на другой типоразмер.
Профилегибочная линия по производству кабельных лотков и коробов представляет собой аналог автоматизированного прокатного стана. Рабочий орган представляет собой линию роликов, которые вальцуют заготовку в заданное сечение. В качестве заготовок могут быть использованы мерные полосы, либо же лента, намотанная на накопительную бобину. В конце профилегибочного рольганга устанавливаются просечные или гильотинные ножницы, предназначенные для порезки профиля в заданный по длине размер. Профилегибочная линия имеет возможность перенастройки на различные размеры профиля катаемых кабельных лотков и коробов. Настройка осуществляется путем регулировки положения прокатных роликов или их замены на другой типоразмер.
На профилегибочных прокатных станах возможно производство металлических коробов неограниченной длины (при условии, что заготовка непрерывно сходит с бобины, а не подается мерными отрезками).
Процесс изготовления можно частично или полностью автоматизировать, такая технология производства металлических коробов удобна при мелкосерийном, серийном и массовом производстве элементов кабеленесущих систем. В сравнении с изготовлением металлических коробов на прессах данный процесс требует меньших затрат ручного труда.
 Профилегибочные линии позволяют изготавливать только прямолинейные элементы кабеленесущих систем : лотки, короба и крышки, элементы лестничных лотков . Углы, переходники, ответвители и прочие элементы изготавливаются на штампах.
Профилегибочные линии позволяют изготавливать только прямолинейные элементы кабеленесущих систем : лотки, короба и крышки, элементы лестничных лотков . Углы, переходники, ответвители и прочие элементы изготавливаются на штампах.
Некоторые производители используют комбинированную технологию изготовления перфорированных лотков. Сначала стальная полоса проходит через штамп и перфорируется по всей длине, а затем прокатывается на профилегибочной линии.
Оцинкование и окрашивание
Если в качестве заготовок используются заранее оцинкованные листы, то с прессов или профилегибочных линий сходят уже готовые изделия. Если же формовалась черная сталь, то кабельные лотки и короба требуют дополнительной защитной обработки: оцинкования или покраски.
В первом случае кабельные лотки и короба оцинковываются методом погружения изделий в ванну с расплавленным цинком. Толщина покрытия при этом составляет около 55 мкм (для сравнения, листовая сталь, оцинкованная по методу Сендзимира, имеет толщину цинкового слоя 20 мкм). Преимуществом такого метода является большая толщина покрытия, и тот факт, что цинк ложится на все поверхности изделия, включая кромки, полученные при механической обработке.
В ряде случаев оцинкования оказывается недостаточно (например, требуются более высокие эстетические свойства, или изделия эксплуатируются в особых условиях и требуют дополнительной защиты). Тогда кабельные лотки и короба дополнительно окрашиваются красками на основе полиэфиров или по технологии порошковой окраски. Окрашиванию могут подлежать как кабельные лотки и короба из «черной» стали, так и из оцинкованной. Для того чтобы защитить лакокрасочный слой в процессе транспортировки и хранения металлических коробов, их упаковывают в защитную полиэтиленовую пленку.
Промышленное предприятие «СЗПК» выпускает широкий ассортимент электромонтажных изделий, используя сырье высшего качества. Наша компания работает в соответствии со всеми техническими нормами и международными стандартами качества.
Собственное производство в Санкт-Петербурге постоянно расширяется и модернизируется.
Производственное сырье.
Мы закупаем рулонную оцинкованную сталь, которая соответствует ГОСТ 14918-80, у ведущих российских металлургических комбинатов:
- «Череповецкий металлургический комбинат»
- «Северсталь»
- «Новолипецкий Металлургический Комбинат»
- «Магнитогорский Металлургический Комбинат»
- «Каширский Завод Стали с Покрытием»
Оборудование завода.
Компания «СЗПК» выпускает линии производства стальных холодногнутых кабельных лотков и крышек методом непрерывного профилирования из штрипса толщиной 0,55-2,00 мм.
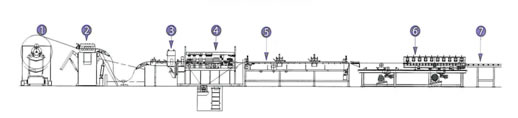
Оборудование, которое используется в промышленном процессе при изготовлении кабельных лотков и крышек - производственная линия, которая состоит из следующих элементов:
Разматыватель рулона консольный
Правильное устройство
Подающее устройство
Штамповочное оборудование
Прокатный стан с переналадкой
Рольганг конвейер
Система автоматического управления (САУ)
| Технические характеристики | |
| Режим работы | Автоматизированный |
| Мощность, кВт | 30,0 |
| Габариты, мм | Ок 30000х1060х1400 |
| Масса линии, кг | ок 20 000 |
| Обслуживание | 2 человека: оператор, подсобный рабочий |
| Толщина ленты, мм | от 0,55 до 2,00 |
| Ширина исходного рулона, мм | от 288 до 528 |
| Скорость прокатки, м/мин | до 40 |
| Температурный режим эксплуатации, °С | не менее 10 |
В начале производственного цикла стальной рулон разматывается с помощью консольного станка для размотки. Есть возможность использования несколько видов аппаратов размотки.
При производстве гнутых профилей из стального листа ширины 1250 мм, мы используем надежный размотчик с нагрузкой до 7 тыс. кг на ось.
Консольный разматыватель с подъемной гидравлической телегой позволяет не занимать кран-балки, а подъем рулонов осуществляется с помощью специальной тележки с высокой грузоподъемностью. В данном случае кран-балка нужна только для подачи стального рулона в тележку. Разматывающие станки можно отрегулировать по ширине и толщине листа. При размотке стальные полосы выравниваются и далее поступают на прокатный стан.
При производстве перфорированных металлических лотков, стальные листы сначала пропускают через перфорирующий станок, где с помощью давления штампы прорезают отверстия и прогибают лист. Метод штампования представляет собой продавливание листовых заготовок, которые помещаются в нижнюю часть пресса. Штампование позволяет получить перфорирование нужной формы по всей длине заготовки. А процесс гибки стального листа позволяет сократить количество заусенцев, которые могут нанести повреждения кабелю.
После процесса размотки рулона, при необходимости заранее прошедшего процесс перфорирования, стальной лист поступает по рольгангу на прокатный стан.
Стальные листы подвергаются обработке на прокатном стане подвижными втулками, которые под давлением формируют профиль будущего металлического лотка. На прокатном стане также формуют крышки разных размеров, заранее выдавливая замки, когда это необходимо.
Далее идет процесс нарезки металлических лотков с помощью автоматической гильотины (электромеханических ножниц), после чего готовые кабельные лотки поступают в приемное устройство на конвейере. Управление всем оборудованием производственных линий осуществляется операторами за пультами управления, которые отвечают только за визуальный контроль, так как все оборудование почти полностью автоматизированно. Автоматизация процессов сокращает затраты на работу специалистов цеха, что снижает цену на готовые изделия.
Переналадка оборудования
Прокатный стан может быть переналажен в зависимости от геометрических параметров профиля и механизмов крепления. Прокатный стан специально сконструирован с возможностью частых переналадок. Перенастроить прокатный стан можно регулируя положение роликов или устанавливая другой типоразмер. Трудоемкость переналадки измеряется в 4 чел/часах и осуществляется с помощью раздвижения роликов на кратные расстояния и замену проставочных полуколец между роликами. Затем происходит замена ножей под параметры нового профиля, трудоемкость операции 3 чел/час.

Чем больше необходимо производить типоразмеров профилей, тем значительнее получается экономия при использовании данного оборудования.
На современном рынке производители кабельных лотков в основном предлагают перфорированный вариант. Именно этот тип лотков прочно занял более половины всего рынка. Подобная популярность таких приспособлений связана с тем, что они отлично подходят для решения практически любых задач.Известно, что несущая способность любого лотка напрямую зависит от толщины металла, из которого он был изготовлен. Многие (основные) производители электротехнических кабельных лотков предпочитают использовать металл толщиной от 0,5 до 1 мм. Тем не менее часть предприятий, занимающихся производством металлоконструкций, используют материал толщиной до 2 мм. К таким компаниям можно отнести BAKS и OBO Bettermann. Кстати, более толстый металл позволяет сделать кабельный лоток значительно шире. Производство кабельных лотков от компании BAKS проходит исключительно на немецком оборудовании. Предприятие может предложить широкий выбор металлоконструкций по конкурентной цене. Лотки производства BAKS просты в установке и проходят тщательную проверку на предельно допустимые нагрузки. Они могут использоваться для прокладки как информационных кабелей, так и силовых. Вдобавок ко всему, компания BAKS использует качественное антикоррозийное покрытие. Как правило, производители которых приобрели нынче широкую известность, имеют стандартную длину (3 метра) и ширину основания 100 или 200 мм. Однако подобный вариант далеко не всегда подходит для промышленной сферы. В промышленности часто нуждаются в кабельных лотках с более широким основанием (до 600 мм) и с большей длиной. В этом случае отлично подойдет продукция компании OBO Bettermann. Этот производитель может предложить лотки длиной до 6 метров. К тому же все их изделия обладают отличной огнестойкостью и идеально подходят для использования в агрессивной среде. Кабельные лотки от компании «Остек» являются конструктивной частью кабельного канала и привлекают потребителей своей универсальностью, ведь они подходят для прокладки абсолютно любых проводов и кабелей. Их легко можно закрепить на любой поверхности при помощи специальных кронштейнов, при этом они отличаются отличным соотношением цены и качества. К тому же, у этого производителя можно подобрать любые размеры кабельных лотков за разумные деньги.Если необходимо, чтобы лоток обладал высокой степенью защиты (до IP 44) и большей мощностью, то стоит обратить внимание на лоток перфорированный DKC. Кабеленесущие конструкции от отечественного производителя ДКС относятся к среднему ценовому диапазону и отличаются долговечностью и механической прочностью. К тому же лотки от данной компании имеют дополнительную защиту кабеля (съемная крышка), что повышает степень электробезопасности.  Еще один отлично зарекомендовавший себя производитель кабельных лотков — компания ИЭК. Лоток перфорированный ИЭК отлично подходит для монтажа и защиты силовой и слаботочной проводки. Для производства кабельных лотков компания ИЭК использует рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования. К преимуществам лотков ИЭК можно отнести то, что они могут быть использованы при открытом способе прокладки кабельных трасс. Более того, конструкция замка обладает улучшенными прочностными характеристиками и не имеет острых кромок.
Еще один отлично зарекомендовавший себя производитель кабельных лотков — компания ИЭК. Лоток перфорированный ИЭК отлично подходит для монтажа и защиты силовой и слаботочной проводки. Для производства кабельных лотков компания ИЭК использует рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования. К преимуществам лотков ИЭК можно отнести то, что они могут быть использованы при открытом способе прокладки кабельных трасс. Более того, конструкция замка обладает улучшенными прочностными характеристиками и не имеет острых кромок.